


0 引 言
1 烟叶物理特性及作业要求
1.1 烟叶采收的农艺
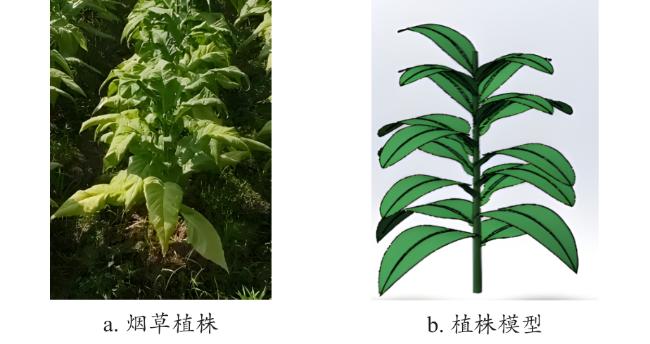
1.2 烟叶叶片和植株尺寸

表1 烟草植株尺寸参数Table 1 Tobacco plant parameters |
| 品种 | 高度/m | 烟杆直径/mm | 叶片数/片 | 最低叶片高度/mm | 冠层直径/m | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | |
| 平均值 | 1.13 | 35.6 | 18 | 174 | 1.1 | ||||||||||
| 云烟87(福建) | 1.00~1.20 | 1.08 | 0.08 | 30.1~36.0 | 32.8 | 1.87 | 16~18 | 17 | 1.00 | 110~180 | 159 | 24.70 | 0.9~1.2 | 1.1 | 0.09 |
| 云烟87(云南) | 1.20~1.30 | 1.27 | 0.05 | 30.4~39.2 | 35.9 | 1.81 | 18~20 | 19 | 1.86 | 150~200 | 177 | 18.63 | 0.9~1.2 | 1.1 | 0.14 |
| K326(云南) | 1.00~1.10 | 1.08 | 0.03 | 35.1~45.4 | 39.9 | 2.08 | 18~22 | 20 | 1.67 | 180~230 | 198 | 18.34 | 0.9~1.2 | 1.1 | 0.10 |
表2 烟叶叶片尺寸参数Table 2 Characteristic parameters of tobacco leaves |
| 品种 | 叶长/mm | 叶宽/mm | 叶柄直径/mm | 叶倾角/° | 叶厚/mm | 叶间距/mm | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 横向 | 纵向 | ||||||||||||||||||||
| 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | 范围 | 平均值 | 标准差 | |
| 平均值 | 749 | 269 | 22.2 | 13.7 | 44.8 | 0.4 | 50 | ||||||||||||||
| 云烟87 (福建) | 690~810 | 755 | 55.13 | 220~380 | 292 | 39.02 | 18.9~23.5 | 21.1 | 1.83 | 13.3~15.0 | 13.6 | 1.59 | 25~60 | 44.7 | 12.54 | 0.2~0.5 | 0.3 | 0.12 | 30~60 | 51 | 12.24 |
| 云烟87 (云南) | 620~890 | 733 | 59.54 | 180~360 | 272 | 40.91 | 18.7~26.8 | 23.6 | 1.91 | 11.7~17.1 | 14.2 | 1.17 | 25~60 | 45.4 | 11.61 | 0.3~0.6 | 0.5 | 0.11 | 40~80 | 55 | 10.73 |
| K326 (云南) | 590~920 | 758 | 34.68 | 210~400 | 276 | 40.86 | 18.5~26.8 | 22.7 | 1.31 | 11~17.3 | 13.2 | 0.73 | 30~55 | 44.4 | 12.02 | 0.3~0.8 | 0.5 | 0.11 | 20~70 | 45 | 13.28 |
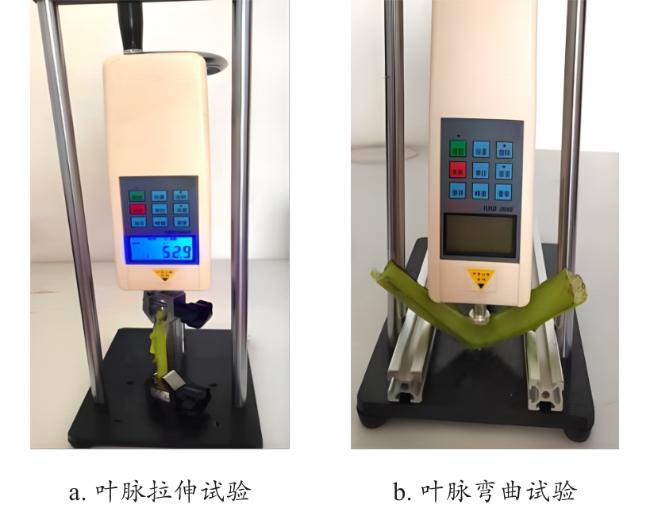
1.3 烟叶力学特性试验
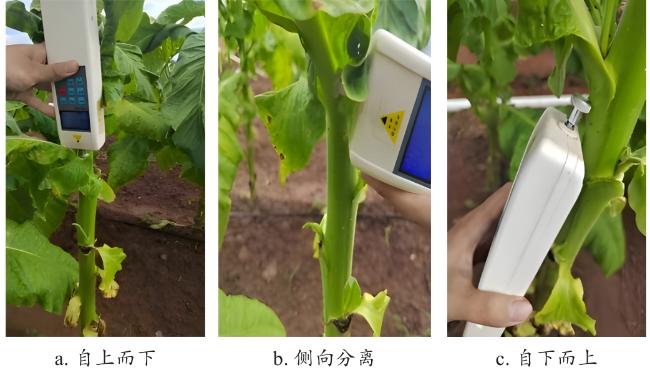
1.4 烟叶分离试验
2 烟叶采收机构设计
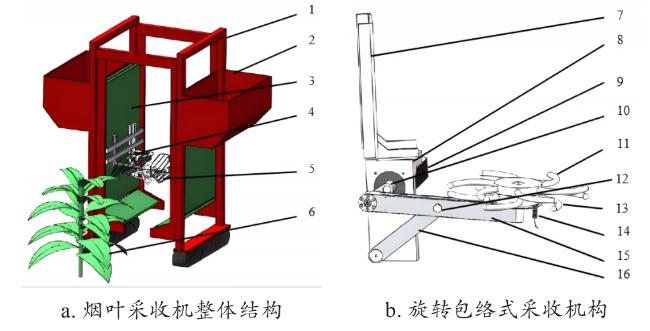
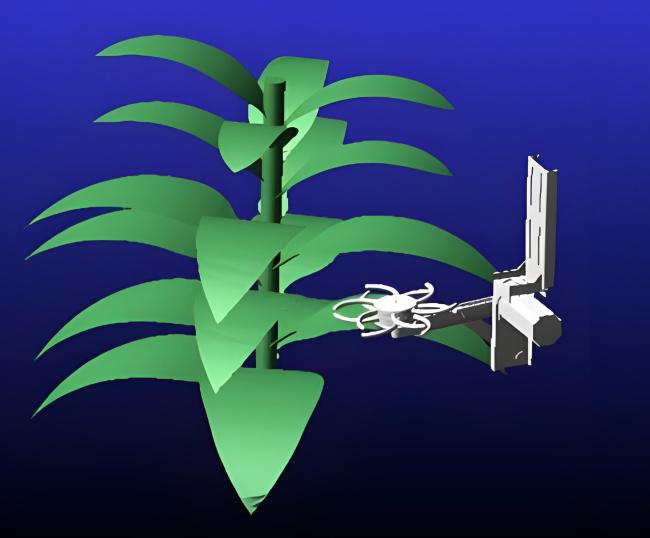
2.1 整机结构
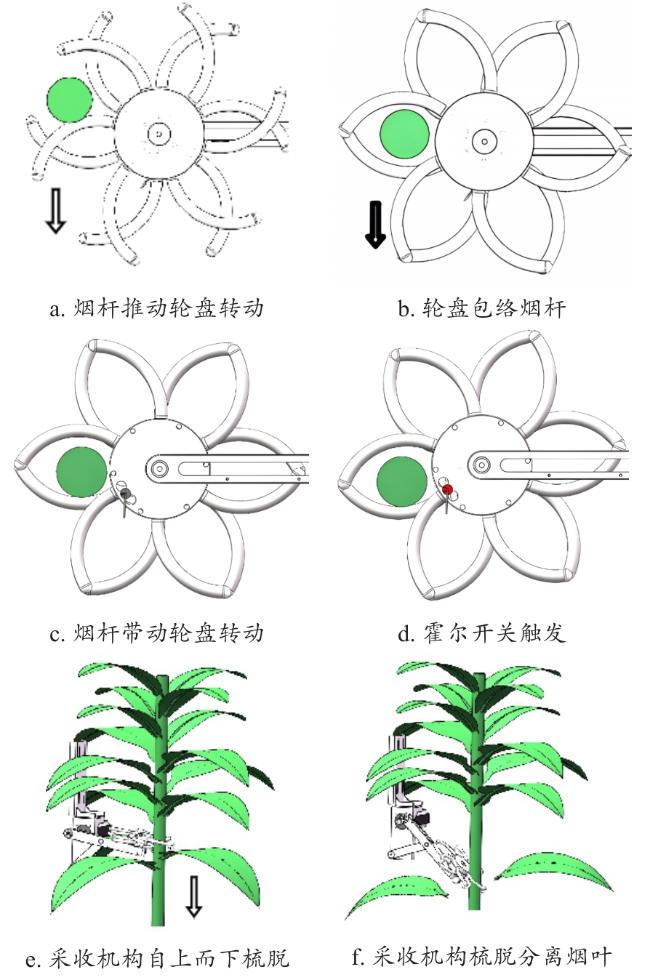
2.2 采收原理
2.3 受力分析
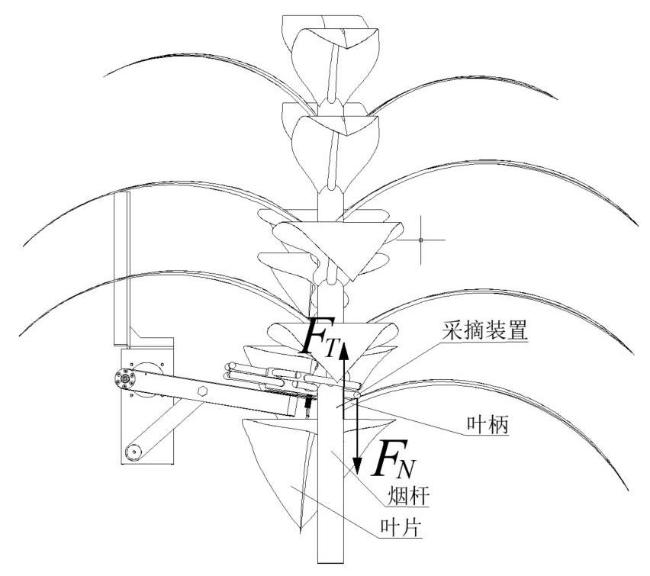
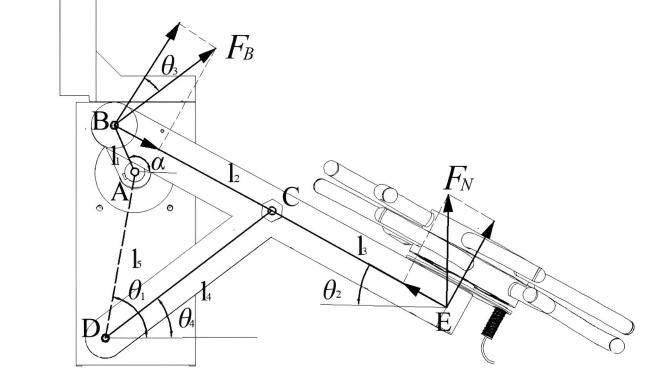
图8 旋转梳脱包络式采收机构简图 Fig. 8 Schematic diagram of the rotary comb enveloping picking mechanism |
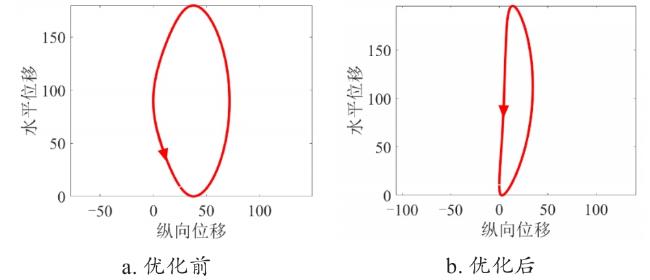
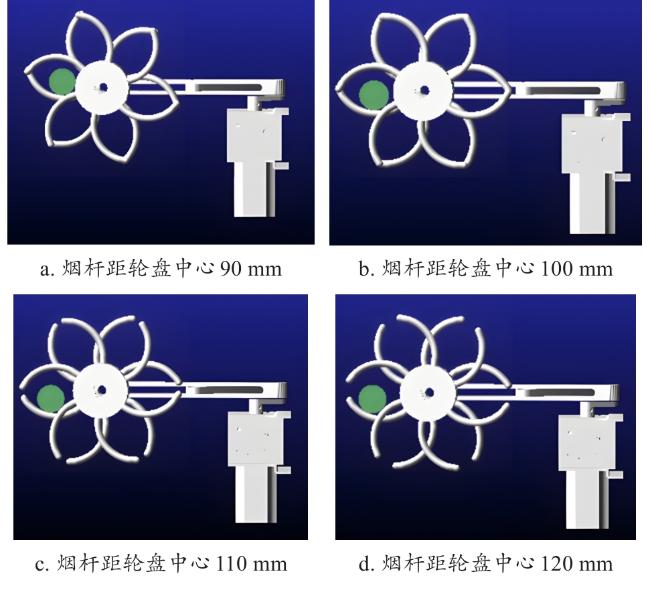
2.4 采收轮盘的作业轨迹设计
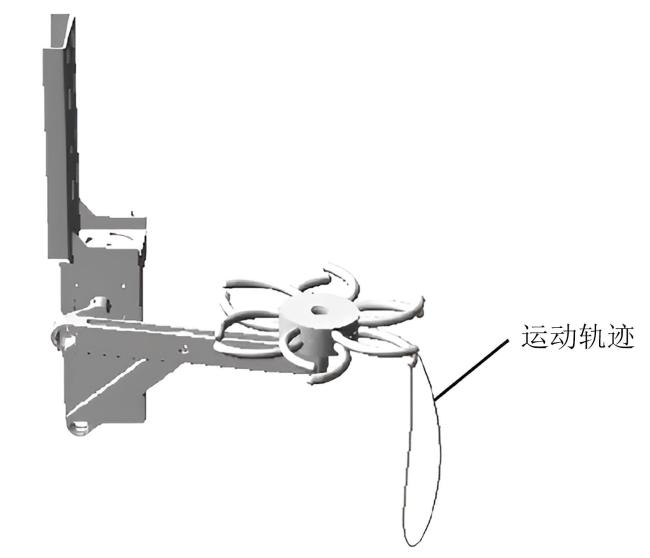
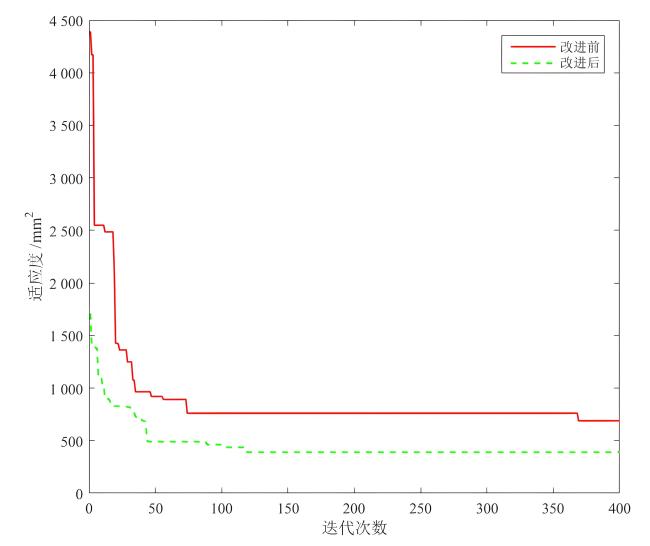
表3 粒子群算法优化采收轨迹前后机构参数Table 3 Particle swarm optimization algorithm for optimizing mechanism parameters before and after picking trajectory |
| 参数 | l 1/mm | l 2/mm | l 3/mm | l 4/mm | l 5/mm | θ 0/° |
|---|---|---|---|---|---|---|
| 优化前 | 55 | 150 | 150 | 150 | 160 | 90 |
| 优化后 | 39.72 | 170.26 | 153.18 | 163.92 | 119.09 | 89.75 |
| 优化后取整 | 40 | 170 | 150 | 160 | 120 | 90 |
3 采收机构仿真分析
3.1 轮盘结构参数优化
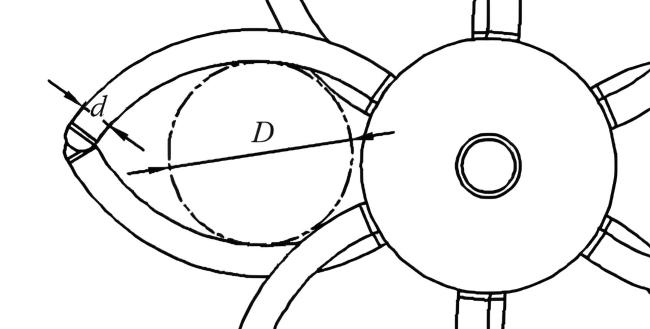
表4 采收轮盘参数优化的正交试验因素水平Table 4 Orthogonal experimental factor level for optimizing picking wheel parameters |
| 水平 | 采收杆直径A/mm | 包络圆直径B/mm | 材料密度C/(kg/mm3) |
|---|---|---|---|
| 1 | 15 | 70 | 2.74×10-6 |
| 2 | 10 | 80 | 4.43×10-6 |
| 3 | 5 | 90 | 8.96×10-6 |
3.1.1 仿真模型建立
表5 采收轮盘梳脱仿真过程中各材料参数[29]Table 5 Various material parameters during the simulation process of picking wheel disc comb stripping |
| 材料 | 密度/(kg/mm3) | 杨氏模量/MPa | 泊松比 |
|---|---|---|---|
| 烟叶 | 8.50×10-7 | 29.78 | 0.30 |
| 烟杆 | 1.60×10-6 | 120.00 | 0.33 |
| 铝合金 | 2.74×10-6 | 7.17×104 | 0.33 |
| 钛合金 | 4.43×10-6 | 1.05×105 | 0.33 |
| 铜合金 | 8.96×10-6 | 1.1×105 | 0.33 |
3.1.2 正交分析
表6 采收轮盘参数的正交试验结果与极差分析Table 6 Orthogonal experiment results and range analysis of picking wheel parameters |
| 序号 | 采收杆直径A/mm | 包络圆直径B/mm | 材料密度 C/(kg/mm3) | 空列D | 最大应力/MPa |
|---|---|---|---|---|---|
| 最优组合 | — | — | |||
| 1 | 15 | 70 | 2.74×10-6 | 1 | 0.457 |
| 2 | 15 | 80 | 4.43×10-6 | 2 | 0.473 |
| 3 | 15 | 90 | 8.96×10-6 | 3 | 0.464 |
| 4 | 10 | 70 | 4.43×10-6 | 3 | 0.505 |
| 5 | 10 | 80 | 8.96×10-6 | 1 | 0.529 |
| 6 | 10 | 90 | 2.74×10-6 | 2 | 0.511 |
| 7 | 5 | 70 | 8.96×10-6 | 2 | 0.638 |
| 8 | 5 | 80 | 2.74×10-6 | 3 | 0.612 |
| 9 | 5 | 90 | 4.43×10-6 | 1 | 0.639 |
| 平均响应值 | 0.465 | 0.533 | 0.527 | — | — |
| 平均响应值 | 0.515 | 0.538 | 0.539 | — | — |
| 平均响应值 | 0.630 | 0.538 | 0.544 | — | — |
| 极差 | 0.165 | 0.005 | 0.017 | — | — |
| 因子主次 | 1 | 3 | 2 | — | — |
|
表7 采收轮盘参数正交试验研究方差分析Table 7 Orthogonal experimental study on picking wheel parameters and variance analysis |
| 方差源 | 平方和 | 自由度 | 均方 | F值 | P值 |
|---|---|---|---|---|---|
| 模型 | 0.043 4 | 6 | 0.007 2 | 35.920 0 | 0.027 3* |
| A | 0.042 9 | 2 | 0.021 5 | 106.300 0 | 0.009 3** |
| B | 0.000 0 | 2 | 0.000 0 | 0.108 1 | 0.902 4 |
| C | 0.000 5 | 2 | 0.000 2 | 1.150 0 | 0.465 3 |
| 误差 | 0.000 4 | 2 | 0.000 2 | — | — |
| 总和 | 0.043 8 | 8 | — | — | — |
|
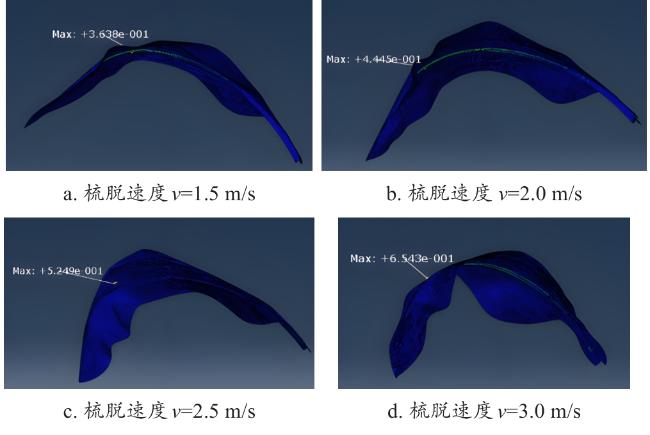
3.1.3 梳脱速度确定
3.2 采收机构动力学仿真
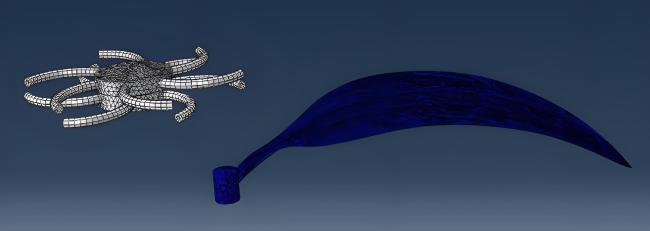
3.2.1 包络过程仿真
3.2.2 梳脱过程仿真
4 烟叶采收机构田间试验
4.1 试验材料与设备

4.2 试验数据分析

表8 不同转速下采收机构田间采收试验结果Table 8 Field picking experiment results of picking mechanism at different rotational speeds |
| 序号 | 转速/(r/min) | 采收叶片总数/片 | 漏采叶片数量/片 | 破损叶片数量/片 | 漏采率/% | 破损率/% |
|---|---|---|---|---|---|---|
| 1 | 180 | 58 | 1 | 3 | 1.72 | 5.26 |
| 2 | 180 | 64 | 4 | 5 | 6.25 | 8.33 |
| 3 | 180 | 46 | 4 | 3 | 8.70 | 7.14 |
| 平均值 | — | — | — | — | 5.56 | 6.91 |
| 4 | 150 | 35 | 2 | 2 | 5.71 | 6.06 |
| 5 | 150 | 29 | 2 | 2 | 6.90 | 7.41 |
| 6 | 150 | 36 | 1 | 2 | 2.78 | 5.71 |
| 平均值 | — | — | — | — | 5.13 | 6.39 |
| 7 | 120 | 25 | 3 | 2 | 12.00 | 9.09 |
| 8 | 120 | 23 | 1 | 1 | 4.34 | 4.55 |
| 9 | 120 | 28 | 2 | 1 | 7.14 | 3.85 |
| 平均值 | — | — | — | — | 7.82 | 5.83 |
|






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}